
امروزه در بازار چندین روش و تکنیک مختلف برش پلاسما وجود دارد که هرکدام کیفیت برش متفاوتی را ارائه میدهد. هر روش کاربرد خاصی دارد. در این مقاله سعی داریم تا این روش ها نام برده و توضیح دهیم که کدام روش برای چه مواردی استفاده میشود؟

روش های برش پلاسما
برش فلز پلاسما در دهه 50 قرن گذشته توسعه یافت. از آن زمان تا به حال برش پلاسما با تکنیک های جدید و فرآیندهای جدیدی بیشتر و بیشتر توسعه یافته و هر یک از روش ها، مزایا و معایب مختلفی را به همراه دارد. تکنیک ها یا فرآیندهای برش پلاسما به موارد زیر محدود میشوند:
- برش پلاسما بدون واسط ثانویه
- برش پلاسما با حضور یک واسط ثانویه
- برش پلاسما با کمان باریک
تکنیک برش پلاسما بدون واسط ثانویه برای موارد زیر استفاده میشود:
- برش دستی پلاسما
- برش پلاسما ورق هایی با ضخامت کمتر
- برش تعداد قطعات کمتر
- نیاز کمتر به کیفیت برش
برش بدون گاز کمکی
برش پلاسما بدون استفاده از گاز کمکی بیشتر در کشتی سازی استفاده میشود که برش قبل از جوشکاری انجام میگیرد. علاوه بر این، انجام چنین فرآیندی در فولاد، یا در حین برش خودکار (رباتیک) پروفیل ها اعمال میشود. در عمل، چنین فرآیند برشی، اغلب در ترکیب با تکنولوژی CNC استفاده میشود.
با این حال، ویژگی خاص این فرآیند برش، استفاده از تنها یک گاز با نقش دوگانه خنک کننده و برش است. به دلیل سادگی، اکثر برش های پلاسما دستی بر اساس چنین اصولی کار میکنند. نکته مهمتر، این است که برش پلاسما بدون گاز کمکی برای فلزات با حداکثر ضخامت تا 16 میلی متر استفاده میشود.
تکنیک برش پلاسما با گاز ثانویه
استفاده از این روش برش نیز شامل مواردی میشود که در زیر آنها را نام بردهایم:
- حفاری فلز
- آغاز برش پلاسما
- تقاضای برش با کیفیت بالا
- برش شبکه های Plasma
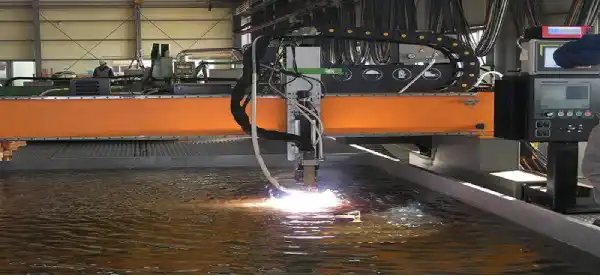
- برش پلاسما زیر آب
این تکنیک برش پلاسما به لطف نازل مخصوصی است که گاز دوار را ارائه میکند. نقش اصلی آن محافظت از گاز پلاسما در برابر اثرات بالقوه مضر جوی (محیط زیست) است. این واقعیت که گاز پلاسما محافظت میشود، سبب میشود تا این روش برای برش پلاسما در زیر آب ایده آل باشد.
برش پلاسما در زیر آب تعدادی از مزایای مربوط به فیلتر کردن تشعشعات بالقوه و همچنین محافظت از اپراتور را به همراه دارد. ناگفته نماند که این روش نیز بر کاهش صدا و گرد و غبار نیز تأثیر میگذارد.
روش برش پلاسما با آب تزریقی
یکی دیگر از روش ها، برش پلاسما با استفاده از آب تزریقی است که تنها از یک گاز برای تولید پلاسما استفاده میکند. تزریق آب در این روش به صورت شعاعی یا گردابی میشود. این روش کمان را باریک کرده و مستقیماً منجر به افزایش تراکم پلاسما میگردد. علاوه بر باریک شدن کمان ذکر شده، استفاده از آب نیز بر خنک کنندگی تأثیر میگذارد. لازم به ذکر است که از نیتروژن بیشتر برای تولید پلاسما استفاده میشود. اما در عمل از گازهای متفاوت و ارزان تری استفاده میشود که کیفیت برش را کاهش نمیدهند.